
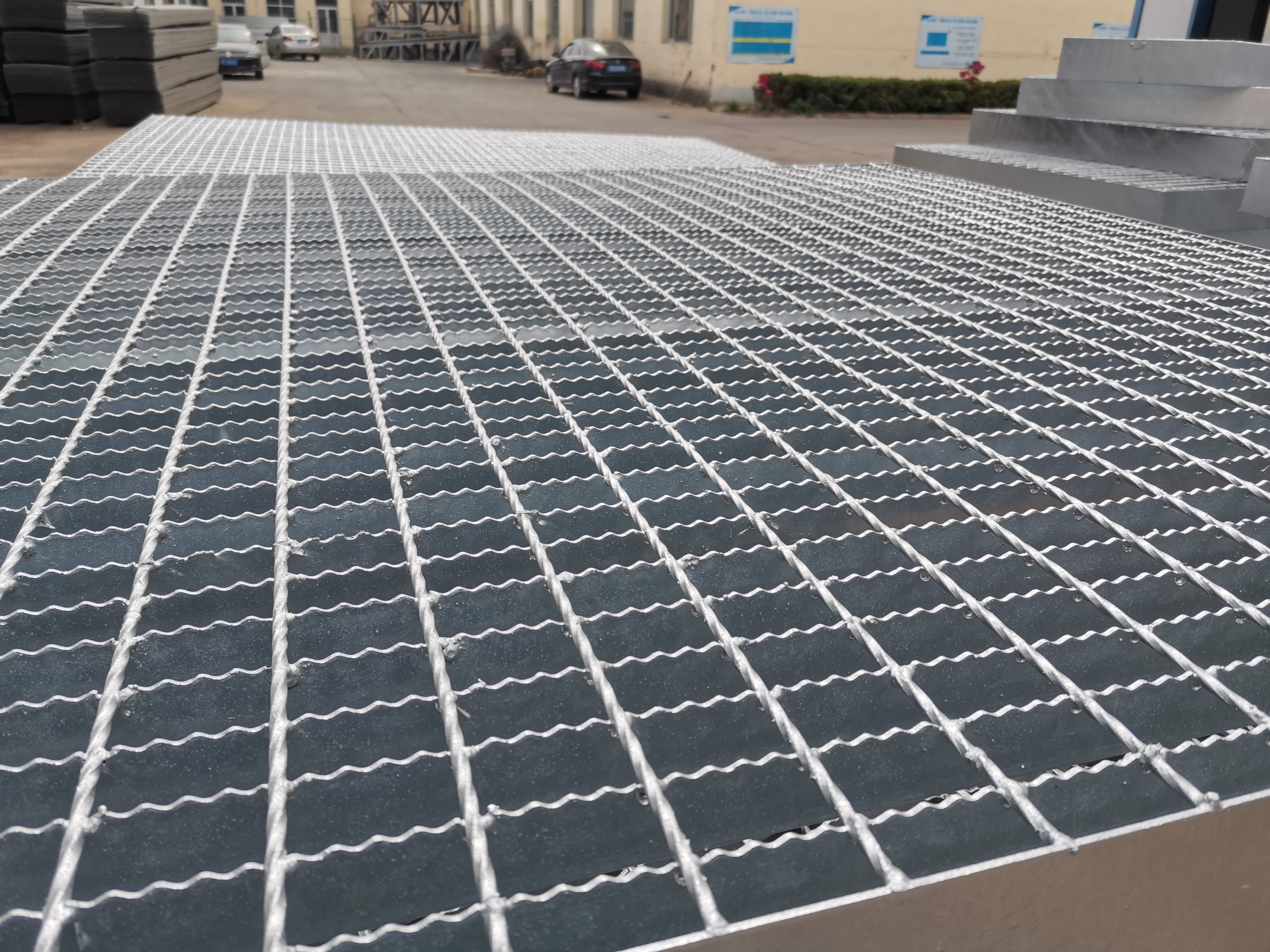
گالوانیزه گرم صفحه شبکه توری فولادی برای غوطه ور کردن اجزای صفحه شبکه توری فولادی پس از تصفیه سطح در 460-469 درجه مایع روی ذوب شده است.
به طوری که اجزای صفحه شبکه فولادی با لایه روی پوشانده می شوند که ضخامت آن برای صفحه نازک 5 میلی متر از 65 میکرومتر و برای صفحه ضخیم کمتر از 86 میکرومتر نیست.
این روش حفاظتی از ورق شبکه فولادی دارای مقاومت خوردگی خوب و عمر طولانی است. و هیچ تعمیر و نگهداری و مزایای دیگری وجود ندارد.
بنابراین نکات کلیدی که طراحان و تولیدکنندگان ورق فولادی گالوانیزه گرم باید به آن توجه کنند چیست؟
به طور کلی نکات زیر وجود دارد.
توری فولادی گالوانیزه گرمبرنامه ریزان و تولیدکنندگان شبکه باید به کلید زیر توجه کنند:
1: در ظاهر پردازش مواد، اولین فرآیند غوطه ور شدن روی داغ ترشی زدایی زنگ زدگی و سپس تمیز کردن است. این دو فرآیند کامل نیست، فوم خوردگی را مخفی می کند
2: صفحه فولادی مورد جوش باید به فرآیند تمیز کردن اسید گالوانیزه از قسمت جوش نشده تا غوطه وری داخلی توجه کند.
اما همچنین نیاز به تمیز کردن پاشش در طول جوشکاری وجود دارد. دیگر برای جلوگیری از وقوع مشکل برای تمیز کردن سرباره جوش، پوشش داده شده با پاشش متصل برای جلوگیری از عامل، و سپس در جوش.
3: شکل ورق فولادی پیچیده است، به راحتی باعث تغییر شکل و آسیب می شود، به ترتیب باید گالوانیزه شود.
4: از آنجایی که صفحه فولادی به سطح ناخالصی ها چسبیده است، لازم است قبل از گالوانیزه کردن، عمل آوری شود. شکل صفحه شبکه فولادی طراحی شده توسط همکاران باید از نظر ضخامت یکنواخت باشد
5: برنامه ریزان ورق فولادی باید تغییر مقاومت مکانیکی قبل و بعد از گالوانیزه و پردازش مجدد ورق فولادی را پس از گالوانیزه در نظر بگیرند.
زمان ارسال: آگوست-04-2022