
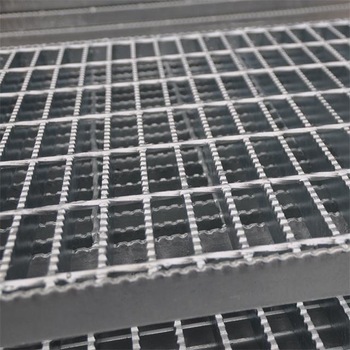
طراحی فرآیند ازتوری فولادیاین است که اطلاعات هندسی ورق را با توجه به اندازه صفحه اصلی مرتب کنیم.توری فولادی با میله بلبرینگ و میله متقاطع تولید می شود.هدف نهایی این است که در برنامه برش میزان استفاده از مواد و راندمان تولید بالا در نظر گرفته شود. اصول تطبیق فرآیند توری فولاد عمدتاً شامل جنبه های زیر است:
1. همهراتوری های فولادیبا اندازه صفحه کامل یا بیشتر از اندازه صفحه کامل ترجیحاً مطابق با آن مطابقت دارندراطول. اندازه تطبیق تا حد امکان کوچک و یکنواخت است و محدوده طول در 5-7 متر کنترل می شود.
2. تعداد کمی تخته باریک را می توان به ترتیب عرض از بزرگ به کوچک یا کوچک به بزرگ چید و سپس با توجه به طول به صورت موازی با هم ترکیب کرد.
3. هنگامی که عرض سرریز شد، از نوار متقاطع مواد اولیه برای انجام فرآیند جوشکاری لبه استفاده کنید و صفحه را جداگانه جوش ندهید.
4. دستگاه جوش دو میله هر بار 2 میله ضربدری را فشار داده و جوش می دهد و عدد فرد نمی تواند وجود داشته باشد.
5. تطابق بین تخته و تخته باید اندازه جاده اره را حفظ کند. اگر کافی نیست،رانوار متقاطع باید خالی شود.
6. مجموعه ای از نقشه ها باید به شدت طبقه بندی شوند. اگر چندین نقشه بیش از 200 متر مربع باشد، این نقشه ها باید با هم تطبیق داده شوند. هنگامی که اندازه کمتر از 200 متر مربع است، می توان آن را با نقشه های کوچک مطابقت داد.
7. برای گریتینگ فولادی با شکل خاص، لازم است جداسازی قطعات و اتصال لب به لب برای دستیابی به صرفه جویی در مواد در نظر گرفته شود.
8. برای صفحات با فاصله فولادی مسطح 60 میلی متر می توان از گیره های شانه ای با فاصله 30 میلی متر برای تولید مواد اولیه استفاده کرد.
زمان ارسال: ژوئیه-21-2022